(JO du 30 avril 1978)
Texte abrogé par l'article 34 III de l'Arrêté du 20 novembre 2017 (JO n° 282 du 3 décembre 2017)
Texte modifié par :
Arrêté du 10 avril 2001 (JO du 27 avril 2001)
Arrêté du 9 avril 1998 (JO du 24 avril 1998)
Arrêté du 30 janvier 1997 (JO du 1er mars 1997)
Arrêté du 12 août 1993 (JO du 14 septembre 1993)
Arrêté du 24 novembre 1987 (JO du 1er décembre 1987)
Arrêté du 30 avril 1986 (JO du 14 mai 1986)
Arrêté du 30 février 1985 (JO du 9 mars 1985)
Arrêté du 15 avril 1983 (JONC du 5 mai 1983)
Arrêté du 24 novembre 1982 (JONC du 9 janvier 1963)
Arrêté du 29 juin 1982 (JONC du 10 juillet 1982)
Arrêté du 4 décembre 1981 (JONC du 20 décembre 1981)
Arrêté du 7 mai 1981 (JONC du 20 mai 1981 et rectificatif JONC du 20 juin 1981)
Arrêté du 16 décembre 1980 (JONC de janvier 1981)
Arrêté du 30 mai 1980
Arrêté du 20 décembre 1979
Arrêté du 9 novembre 1979
Arrêté du 18 septembre 1979
Arrêté du 9 juillet 1979
Arrêté du 2 mars 1979
Arrêté du 4 octobre 1978
Arrêté du 6 juillet 1978
Vus
Le ministre de l'Industrie, du Commerce et de l'Artisanat,
Vu la directive 83/189/CEE du 28 mars 1983 modifiée, et notamment la notification n° 96/0339/F ;
Vu le décret du 2 avril 1926 portant règlement sur les appareils à vapeur autres que ceux placés à bord des bateaux modifié en dernier lieu le 13 octobre 1977, notamment son article 2 ;
Vu le décret du 18 janvier 1943 portant règlement sur les appareils à pression de gaz. modifié en dernier lieu le 13 octobre 1977, notamment son article 9 ;
Vu l'arrêté du 2 octobre 1941 modifié relatif à la réglementation, dans 'les appareils à vapeur et à pression de gaz, de la soudure à bords fondus sur fer ou acier ;
Vu l'arrêté du 23 juillet 1943 modifié relatif à la réglementation des appareils de production, d'emmagasinage ou de mise en oeuvre des gaz comprimés, liquéfiés ou dissous ;
Vu l'arrêté du 26 octobre 1948 portant réglementation des générateurs d'acétylène ;
Vu l'arrêté du 13 octobre 1961 modifié portant fixation de la réglementation des canalisations de transport des fluides non inflammables ni nocifs ;
Vu l'arrêté du 15 janvier 1962 relatif à la réglementation des canalisations d'usines ;
Vu l'arrêté du 26 octobre 1966 relatif aux bouteilles à gaz de pétrole liquéfié ;
Vu l'arrêté du 26 février 1974 portant application de la réglementation des appareils à pression aux chaudières nucléaires à eau ;
Vu l'avis en date du 9 février 1978 de la Commission centrale des appareils à pression ;
Sur la proposition du directeur des Mines,
Arrête :
Article 1er de l'arrêté du 24 mars 1978
§ 1er Dans la construction et la réparation des appareils à pression désignés ci-après :
Appareils à vapeur assujettis aux prescriptions du décret du 2 avril 1926 susvisé en application de ses articles 1.1 ou 1.2 ;
Extincteurs d'incendie définis à l'article premier (2°) du décret du 18 janvier 1943 susvisé ;
Appareils assujettis à tout ou partie des prescriptions de l'arrêté du 23 juillet 1943 susvisé ;
Générateurs d'acétylène de la catégorie 1 définie par l'arrêté du 26 octobre 1948 susvisé ;
Canalisations assujetties aux prescriptions des arrêtés du 13 octobre 1961 et du 15 janvier 1962 susvisés,
L'emploi du soudage est subordonné aux conditions du présent arrêté en même temps qu'aux prescriptions résultant des décrets précités et des arrêtés pris en application de ces règlements.
§ 2 . Par exception :
1 ° Pièces et assemblages ne participant pas à la résistance de l'appareil à la pression : L'article 15 (§ 1er c) ne s'applique qu'aux pièces participant à la résistance de l'appareil à la pression.
Les articles 16, 17 bis et 18 (§ 2) et l'annexe I ne s'appliquent qu'aux assemblages participant à la résistance de l'appareil à la pression.
2° Assemblages de diamètre intérieur au plus égal à 80 mm :
L'article 16 ne s'applique pas aux assemblages associant une bride ou un collet à une virole dont le diamètre intérieur est au plus égal à 80 mm.
L'article 18 (§ 2) ne s'applique pas aux assemblages bout à bout circulaires de deux pièces de diamêtre intérieur au plus égal à 80 mm.
3 ° Récipients de contenance au plus égale à 100 litres :
L'article 18 (§ 2) ne s'applique pas aux récipients dont la contenance est au plus égale à 100 litres.
4° Canalisations :
L'article 16 ne s'applique pas aux canalisations dont la pression maximale en service est au plus égale à 16 bars,
L'article 18 (§ 1er) ne s'applique pas aux canalisations dont la pression maximale en service est au plus égale à 30 bars.
5° Chaudières nucléaires à eau. Bouteilles à gaz de pétrole liquéfiés.
Les articles 6 et 16 à 19 ne s'appliquent pas au circuit primaire principal des chaudières nucléaires à eau, tel qu'il est défini par l'arrêté du 26 février 1974 susvisé, et aux bouteilles à gaz de pétrole liquéfiés répondant aux prescriptions du titre II de l'arrêté du 26 octobre 1966 susvisé.
6° Tubes fabriqués en usine spécialisée.
Les articles 9, 10, 13, 16, 17 (§ 3 et 4), 17 bis et 18 (§ 1er) ne s'appliquent pas à l'emploi du soudage pour la fabrication, en usine spécialisée :
De tubes de diamètre intérieur au plus égal à 80 mm lorsque ces tubes sont utilisés à la fabrication de piquages ou de faisceaux de chaudières ou d'échangeurs ;
De tubes de diamètre intérieur au plus égal à 300 mm lorsque ces tubes sont utilisés à la fabrication de canalisations dont la pression maximale en service n'excède pas 30 bar.
L'article 18 (§ 2) ne s'applique pas à la fabrication de tube soudé en usine spécialisée.
Article 2 de l'arrêté du 24 mars 1978
§ 1er. Le présent arrêté s'applique à toute soudure intéressant une partie d'appareil soumise à la pression, que cette soudure participe ou non à la résistance de l'appareil qu'elle soit provisoire ou définitive.
§ 2. Le présent arrêté ne vise pas l'emploi du soudage pour la réparation des pièces corroyées ou moulées entrant dans la fabrication des appareils lorsque cet emploi est le fait des producteurs des pièces eux-mêmes.
Titre I : Dispositions générales
Article 3 de l'arrêté du 24 mars 1978
§ 1er. Il est interdit d'employer le soudage sur des pièces qui ne sont pas aptes à subir cette opération, compte tenu du procédé utilisé, des précautions prises et des propriétés à satisfaire en service.
§ 2. L'emploi du soudage dans la fabrication et la réparation des soufflets de dilatation, des frertes, des vis, des goujons, des tirants et des tiges entretoises est soumis à l'accord préalable du directeur interdépartemental de l'Industrie .
Article 4 de l'arrêté du 24 mars 1978
Le constructeur et le réparateur doivent prendre des dispositions appropriées pour que, compte tenu des métaux utilisés, du fluide emmagasiné, des conditions de service et d'utilisation prévues et des systèmes de protection éventuellement mis en oeuvre, l'emploi du soudage n'aggrave pas les risques de corrosion auxquels est exposé l'appareil.
Article 5 de l'arrêté du 24 mars 1978
Sous réserve des dispositions de l'annexe l au présent arrêté, le choix des assemblages est laissé à l'appréciation du constructeur ou du réparateur sous sa responsabilité.
L'état descriptif ou les documents analogues que les règlements applicables font obligation au constructeur;, d'établir doivent permettre de juger de la conformité des dispositions constructives prévues avec les prescriptions de ladite annexe, notamment celles qui se rapportent à la gorge des soudures et au raccordement de deux pièces d'épaisseurs différentes.
Article 6 de l'arrêté du 24 mars 1978
§ 1 er. Dans le calcul de deux pièces ou parties d'une même pièce assemblées par une soudure bout à bout, il est tenu compte de la présence du joint soudé en multipliant le taux de travail maximal admissible prescrit en application des décrets du 2 avril 1926 ou du 18 janvier 1943 précités, ou à défaut, choisi par le constructeur, par un coefficient au plus égal à l'unité, appelé coefficient de soudure de l'assemblage.
Par exception, il n'est pas attribué de coefficient de soudure :
a) Aux assemblages circulaires d'une pièce cylindrique ou conique, d'une part, et d'une pièce de révolution ou de forme torique, d'autre part ;
b) Aux assemblages exécutés pour la mise en place d'une tubulure ou d'un piquage ;
c) Aux assemblages exclusivement soumis à des efforts de compression ;
d) Aux assemblages de constitution des tubes en acier visés à l'article premier, paragraphe 2 (6°,2. et 3. alinéas) ci-avant, exécutés sans fusion et, à l'exception des assemblages de pièces en acier inoxydable, portés après réalisation à une température permettant d'atteindre le point AC 3 du métal.
§ 2. Dans un. même appareil, les assemblages participant à la résistance à la pression et affectés d'un coefficient de soudure doivent avoir le même coefficient, appelé coefficient de soudure de l'appareil.
Le coefficient de soudure des assemblages portés par les ondes proprement dites d'un soufflet de dilatation peut être cependant plus élevé que celui de l'appareil dont le soufflet fait partie.
§ 3. Sous réserve de l'application des articles 17 et 21 ci-après, la valeur du coefficient de soudure est choisie parI le constructeur sous sa responsabilité parmi les trois valeurs suivantes : 0,7 - 0,85 - 1.
Article 7 de l'arrêté du 24 mars 1978
Sans préjudice de l'application de l'article 6 ci-dessus, la résistance à la traction en travers du joint soudégarantie par le constructeur est prise en compte dans la détermination des formes et des dimensions des pièces à assembler lorsqu'elle est inférieure à celle du métal de base.
En cas de réparation d'un tel joint, le réparateur doit donner la même garantie que le constructeur, faute de quoi la pression maximale en service de l'appareil doit être réduite en proportion.
Article 8 de l'arrêté du 24 mars 1978
§ 1er. Les pièces à assembler doivent avoir été convenablement préparées et être correctement disposées pendant l'exécution du soudage.
§ 2. Lorsque la soudure terminée présente un bourrelet, celui-ci doit être continu, régulier, et en légère surépaisseur dans les assemblages bout à bout.
Article 9 de l'arrêté du 24 mars 1978
§ 1er. Toute opération de soudage pratiquée dans la construction ou la réparation d'un appareil doit être exécutée suivant un mode opératoire ayant fait l'objet d'une qualification préalable.
Par exception, les réparations exécutées sur un appareil en service peuvent être entreprises avant que soient connus les résultats des essais de qualification. Elles devront alors être refaites si ces résultats ne sont pas satisfaisants.
§ 2. Le constructeur ou le réparateur établissent sous leur responsabilité un certificat attestant que les soudures de l'appareil ont été réalisées conformément à ces prescriptions .
Ce certificat est joint à l'état descriptif de l'appareil.
Article 10 de l'arrêté du 24 mars 1978
Les soudeurs et opérateurs employés à la construction ou à la réparation d'un appareil doivent être préalablement qualifiés et affectés aux tâches correspondant à cette qualification de manière assez habituelle pour conserver l'entraînement nécessaire.
Le constructeur ou le réparateur doit pouvoir justifier du respect de ces prescriptions.
Article 11 de l'arrêté du 24 mars 1978
§ 1er. Sous réserve des dispositions du paragraphe 2 du présent article et de l'article 18 ci-après, le constructeur ou le réparateur définit, sous sa responsabilité, la nature et l'étendue des contrôles destructifs ou non destructifs nécessaires, le stade de la fabrication où ils sont pratiqués et l'importance des défauts qu'il considère comme inacceptables.
§ 2. Tout assemblage doit, au moins dans sont état final, être contrôlé visuellement avec soin dans toutes ses parties accessibles. Ce contrôle doit avoir lieu en temps utile si l'accessibilité est réduite en cours de fabrication.
Lorsque les épaisseurs mises en oeuvre, les procédés utilisés ou la nature des matériaux font redouter que des défauts se produisent ou s'amplifient au cours des traitements thermiques, le constructeur ou le réparateur doit, après exécution de ces traitements, soumettre au contrôle les parties d'assemblage particulièrement sensibles à ces risques.
Article 12 de l'arrêté du 24 mars 1978
Le constructeur et le réparateur ne doivent faire appel qu'à du personnel apte à effectuer les contrôles qui lui sont confiés.
Article 13 de l'arrêté du 24 mars 1978
Toute opération de contrôle effectuée en application du présent arrêté doit faire l'objet d'un procès-verbal y faisant référence et indiquant le nom du constructeur ou du réparateur, le type et le numéro de l'appareil examiné, la désignation des matériaux utilisés, la date du contrôle et le nom du contrôleur ainsi que toutes les caractéristiques opératoires des techniques de contrôles appliquées, enfin la nature et les dimensions des défauts décelés et les conclusions des différents examens.
Doivent y être adjoints les radiogrammes et les enregistrements relatifs aux contrôles effectués.
Pour éviter que les radiogrammes ou les enregistrements ne soient altérés par le temps, les précautions appropriées doivent être prises tant au stade de leurs obention qu'au cours de leur conservation
Le procès-verbal de contrôle et les documents qui lui sont annexés doivent être tenus à la disposition des services interdépartementaux de l'Industrie et des Mines pendant les douze années suivant la première épreuve ou, à défaut, la mise en service de l'appareil.
Chaque procès-verbal doit préciser qui, du constructeur ou du réparateur, d'une part, et du propriétaire, d'autre part, doit en assurer la garde. Mention en est également faite sur l'état descriptif de l'appareil.
Cette garde doit être assurée sur le territoire français, que l'appareil y ait été ou non construit.
Pour un appareil dont le coefficient de soudure est égal à l'unité, les procès-verbaux de contrôle et les documents qui leur sont annexés doivent être conservés durant toute la vie de l'appareil. Leur garde est assurée par le propriétaire de l'appareil au plus tard à partir de l'expiration du délai de douze années prévu ci-dessus.
Article 14 de l'arrêté du 24 mars 1978
§ 1er. Il est interdit de réparer ou de modifier un appareil par soudage sans respecter des précautions au moins équivalentes à celles qui ont été prises au cours de la fabrication.
La réparation d'un appareil fissuré en service ou ayant subi une diminution d'épaisseur par corrosion, érosion ou abrasion n'est admissible qu'après élimination de la partie défectueuse.
§ 2. Une soudure qui fuit ne doit pas être étanchée par matage.
Titre Il : Dispositions particulières applicables à l'emploi du soudage par fusion sur des pièces en acier
Article 15 de l'arrêté du 24 mars 1978
§ 1er. Sans préjudice de l'article 3 (§ 1er) ci-dessus, l'emploi du soudage par fusion sur une pièce en acier est interdit :
a) Lorsque la résistance à la traction maximale du métal à la température ambiante excède 1 000 N/mm2 pour les aciers inoxydables austénitiques ou austénoferritiques, ou 900 N/mm2 pour les autres aciers ;
b) Lorsque sa teneur en carbone excède 0,35 % ;
c) Lorsque ses teneurs en soufre ou en phosphore excèdent 0,05 %.
§ 2. Sans préjudice de ces interdictions, l'accord préalable du directeur interdépartemental de l'Industrie est exigé :
a) Lorsque la résistance à la traction maximale du métal à la température ambiante excède 800 N/mm2 pour les aciers inoxydables austénitiques ou austénoferritiques ou 700 N/mm2 pour les autres aciers ; dans ce dernier cas, la limite d'élasticité ne doit pas excéder les neuf dixièmes de la résistance à la traction ;
b) Lorsque la teneur en carbone du métal excède 0,25 %.
§ 3. Il appartient au constructeur ou au réparateur de justifier du respect de ces prescriptions, à l'aide, selon le cas, des spécifications des produits ou de l'état descriptif de l'appareil.
Article 16 de l'arrêté du 24 mars 1978
§ 1er. Pour toute opération de soudage par fusion pratiquée sur des pièces en acier pour l'execution d'un assemblage de l'un des types désionés au paragraphe 2 ci-après, la qualification prévue à l'article 9 ci-dessus doit être prononcée par un organisme agréé par le ministre de l'Industrie et selon un cahier des charges approuvé. Cette qualification est prononcée au benéfice d'une personne physique ou morale et ne vaut que pour autant qu'elle est utilisée par cette personne.
L'approbation du cahier des charges est donnée par le ministre de l'Industrie après avis de la Commission centrale des appareils à pression. Toutefois, pour les appareils à pression dont les caractéristiques sont celles âes équipements sous pression et ensembles soumis aux dispositions du titre II du décret du 13 décembre 1999 susvisé en application de son article 2, les qualifications des modes opératoires de soudage des assemblages mentionnés au paragraphe 2 ci-après peuvent être prononcées par un organisme habilité au titre de l'article 10 de ce même décret pour les opérations mentionnées au point 3.1.2 de son annexe 1.
§ 2. Les types d'assemblages visés au paragraphe premier ci-dessus sont les suivants :
Assemblages bout à bout ;
Assemb!ages par recouvrement d'un fond totalement emboîté et d'une virole ;
Assemblages angulaires visés au point 6 de l'annexe I au present arreté ;
Assemblages angulaires d'un fond plat ou d'une plaque tubulaire et d'une virole ;
Assemblages d'une bride ou d'un collet sur un corps d'appareil ;
Assemblages exécutés pour fixer sur une paroi une pièce de boulonnerie, un tirant ou une tige entretoise.
§ 3. Le certificat prévu à l'article 9 ci-dessus doit attester que les qualifications ont été obtenues dans les conditions fixées par le présent article.
Article 17 de l'arrêté du 24 mars 1978
§ 3. La valeur 1 ne peut être donnée au coefficient de soudure que pour un joint entre pièces obtenues à partir de produits conformes à des normes ou spécifications reconnues par décision du ministre chargé de "Industrie.
§ 4. La valeur 0,85 ne peut être donnée au coefficient de soudure que pour un joint entre pièces obtenues à partir de produits définis par une norme ou spécification prévoyant explicitement leur emploi dans la construction des appareils à pression.
§ 5. Les matériaux cités aux paragraphes 3 et 4 ci-dessus doivent être livrés avec un certificat de contrôle spécifique des produits au sens de la norme NF EN 10021, dans des conditions définies par décision du ministre chargé de l'industrie.
Article 17 bis de l'arrêté du 24 mars 1978
§ 1er. Lorsque le procédé de soudage utilisé est un procédé oxyacétylénigue ou à l'arc électrique, la qualification, prévue à l'article 10, des soudeurs et opérateurs employés à l'exécution des assemblages bout à bout des appareils dont le coefficient de soudure est égal à 0,85 ou 1 doit avoir été prononcée pour les opérations de soudage qui leur sont confiées, conformément soit à la norme française NF EN 287-1 (A 88-110-1) de juin 1992, soit à une norme d'un autre Etat membre de la C.E.E. transposant la norme harmonisée EN 287-1 (février 1992), soit a un cahier des charges approuvé par le ministre de l'Industrie.
La norme EN 287-1 est complétée par l'amendement EN 287-1/A1 de 1997. Les qualifications des soudeurs et des opérateurs prononcées selon la norme française NF EN 287-1 ou une norme d'un autre Etat membre de l'UE transposant la norme européenne EN 287-1, demeurent valides dans les domaines fixés par cette norme et son amendement A1.
§ 2. Pour les assemblages dont le coefficient de soudure est égal à 1, cette qualification doit avoir été prononcée par un organisme agréé par le ministre de l'Industrie. Toutefois, pour les appareils à pression dont les caractéristiques sont celles des équipements sous pression et ensembles soumis aux dispositions du titre II du décret du 13 décembre 1999 susvisé en application de son article 2, cette qualification peut être prononcée par un organisme habilité au titre de l'article 10 de ce même décret pour les opérations mentionnées au point 3.1.2 de son annexe I.
§ 3. Le constructeur ou le réparateur doivent pouvoir justifier du respect des prescriptions du présent article par présentation des certificats de qualification appropriés.
Article 18 de l'arrêté du 24 mars 1978
§ 1er. Pour un assemblage par fusion entre pièces en acier, la nature et l'étendue des contrôles non destructifs ou destructifs et l'importance des défauts considérés comme inacceptables, telles qu'elles doivent être définies par le constructeur ou le réparateur en application de l'article 11 ci-dessus, doivent satisfaire au moins aux dispositions des annexes III et IV au présent arrêté.
§ 2. Des dispositions appropriées doivent être prises pour que puisse être identifié chaque soudeur ou opérateur ayant participé à l'exécution d'un assemblage de l'un des types désignés à l'article 16 (§ 2) sur un appareil dont le coefficient de soudure est égal à 0,85 ou 1.
Article 18 bis de l'arrêté du 24 mars 1978
Pour l'application des dispositions de l'article 18 (§ 1er) ci-dessus, l'aptitude des agents de contrôle non destructif prévue à l'article 12 doit faire l'objet d'une certification prononcée, pour les opérations de contrôle non destructif qui leur sont confiées, conformément à la norme NF EN 473 et au fascicule de documentation A 09-011 (reprise du rapport technique CEN n° 12459), par la Confédération française pour les essais non destructifs (COFREND) ou tout autre organisme disposant d'un accord de reconnaissance mutuel avec la dite confédération.
Toutefois, pour les appareils à pression dont les caractéristiques sont celles des équipements sous pression et ensembles soumis aux dispositions du titre II du décret du 13 décembre 1999 susvisé en application de son article 2, l'aptitude des agents de contrôle non destructif mentionnée ci-avant peut être prononcée par un organisme habilité au titre de l'article 10 de ce même décret pour les opérations mentionnées au point 3.1.3 de son annexe 1.
Article 19 de l'arrêté du 24 mars 1978
§ 1er.Toutes les soudures par fusion intéressant une pièce en acier doivent être soumises à un traitement thermique de détente.
Toutefois, un tel traitement n'est pas exigé pour les soudures entrant dans l'une des catégones suivantes :
a) Soudure assemblant entre eUes deux pièces dont l'épaisseur au droit de l'assemblage n'excède pas 40 mm et la résistance à la traction 560 N/mm2 ou dont l'épaisseur n'excède pas 30 mm et la résistance à la traction 700 N/mm2 ;
b) Soudure assemblant entre elles deux pièces dont l'une au moins est en acier austénitique ou austénoferritique ;
c) Soudure exécutée avec métal d'apport austénitique ou austénoferritique à moins de 15 % de ferrite ;
d) Soudure subissant un traitement thermique à température au moins égale à 550 °C, destiné à donner au métal ses caractéristiques métallurgiques et ses propriétés mécaniques définitives ;
e) Soudure assemblant entre elles deux pièces pour le calcul desquelles le dommage mécanique déterminant à considérer est le fluage ;
f) Soudure exécutée pour la réparation d'une pièce répondant à l'une des conditions a, b ou c ci-dessus.
§ 2. Le traitement thermique de détente de certains des joints soudés peut être remplacé, après accord préalable du directeur régional de J'Industrie et de la Recherche compétent, par une mise sous pression hydraulique de l'appareil.
Titre III : Dispositions particulières applicables a l'emploi du soudage par fusion sur des pièces en aluminium ou en alliage d'aluminium
Article 20 de l'arrêté du 24 mars 1978
§ 1er. Sans préjudice de, l'application de l'article 3 (§ 1er) ci-dessus, l'emploi du soudage par fusion sur une pièce en alliage d'aluminium est interdit lorsque la teneur en cuivre du métal excède 0,5 %.
§ 2. Sans préjudice de l'application de cette interdiction, l'accord préalable du directeur interdépartemental de l'Industrie (3) est exigé lorsque la teneur en zinc du métal excède 0,5 %.
§ 3. II appartient au constructeur ou au réparateur de justifier du respect de ces prescriptions à l'aide, selon le cas, des spécifications des produits employés ou de l'état descriptif de l'appareil.
Article 21 de l'arrêté du 24 mars 1978
Pour un assemblage entre pièces en aluminium ou en alliage d'aluminium, le coefficient de soudure prévu à l'article 6 ci-dessus ne peut excéder la valeur 0,85.
Titre IV : Dispositions diverses
Article 22 de l'arrêté du 24 mars 1978
§ 1er. Les dispositions du présent arrêté sont applicables :
Aux bouteilles à gaz de pétrole liquéfiés neuves de contenance inférieure à 50 litres, présentées à l'épreuve à partir du 1 er mars 1979 (4) et à ceIJes, dispensées de l'épreuve réglementaire, pour le contrôle desquelles les essais de rupture sous pression prévus à l'article 8 de l'arrêté du 26 octobre 1966 susvisé sont exécutés à partir de la même date ;
Aux canalisations d'usine soumises à l'épreuve hydraulique d'ensemble après montage à partir du 1er juillet 1979 et à celles qui, à défaut de cette épreuve, subissent les essais d'étanchéité ou la vérification des assemblages prévus à l'article 8 de !'arrêté du 15 janvier 1962 précité et pour lesqueIles l'achèvement de ces opérations est postérieur à la même date ;
Aux bouteilles à gaz de pétrole liquéfiés neuves de contenance supérieure ou égale à 50 litres présentées à l'épreuve à partir du 1er octobre 1979 ;
Aux appareils neufs non visés ci-dessus, présentés à l'épreuve à partir du 1er janvier 1980 (5) ou, s'ils sont dispensés d'épreuve, mis en service postérieurement à la même date.
§ 2. A l'exception de celles des articles 17 et 21, les dispositions du présent arrêté sont également applicables à partir des mêmes dates à la réparation des appareils dont, suivant le cas, la date d'épreuve, de contrôle ou de mise en service est antérieure à celle qui est indiquée ci-dessus pour la catégorie à laquelle ils appartiennent.
Toutefois, d'une part, l'annexe I ne fait pas obstacle à la réparation partielle d'un assemblage non conforme à ses dispositions, d'autre part, l'article 15 n'est pas applicable pour ce qui est des teneurs limites en soufre et en phosphore.
§ 3. Pour autant qu'il était applicable, l'arrêté du 2 octobre 1941 susvisé est abrogé pour chacune des catégories d'appareils définies ci-dessus en même temps que le présent arrêté entre en vigueur.
Article 23 de l'arrêté du 24 mars 1978
§ 1er. Nonobstant les dispositions. de l'article 22 ci-dessus, sont recevables dès la publication du présent arrêté les demandes d'accord préalable prévues par son article 3 et admis, à compter de la même date, les appareils entièrement conformes à la totalité de ces dispositions.
§ 2. Nonobstant les dispositions de l'article 22 ci-dessus, l'application de l'article 3 (§ 1er, c) de l'arrêté du 2 octobre 1941 est acceptée en lieu et place des articles 15, 17 et 18 du présent arrêté pour les appareils présentés à l'épr.euve jusqu'au 31 décembre 1981 ou, s'ils sont dispensés d'épreuve, mis en service avant cette date, lorsque l'accord préalable prévu audit article 3 a été donné antérieurement au 1er août 1978.
§ 3. (paragraphe abrogé par l'arrêté du 7 mai 1981).
§ 4. Nonobstant les dispositions de l'article 22 ci-dessus,
l'article 17 bis n'est applicable qu'à partir :
a) Du 1er janvier 1981 pour ce qui concerne la qualification des soudeurs ;
b) Du 1er janvier 1982 pour ce qui concerne la qualification des opérateurs.
De plus, pendant une période de deux ans commençant à chacune des deux dates ci-dessus (2), l'article 17 bis n'est pas applicable aux soudeurs et opérateurs qualifiés antérieurement à ces mêmes dates, sous réserve que la période de validité de leur qualification, éventueIlement étendue par reconduction, ne soit pas échue dans le système de qualification au titre duquel celle-ci a été prononcée.
Article 24 de l'arrêté du 24 mars 1978
Des dérogations aux dispositions du présent arrêté peuvent être accordées par décision prise après avis de la Commission centrale des appareils à pression.
Article 25 de l'arrêté du 24 mars 1978
Le directeur de la Qualité et de la Sécurité IndustrieIles est chargé de l'application du présent arrêté, qui sera publié au Journal officiel de la République française.
Fait à Paris, le 24 mars 1978.
Pour le ministre et par délégation :
Pour le directeur des Mines empêché :
L'ingénieur en chef des Mines,
A.-C. Lacoste
Annexe I : Types d'assemblages
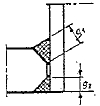
Partie I : Gorge d'une soudure d'angle
1. Au sens du présent arrêté, la gorge d'une soudure d'angle est la distance à la surface de la soudure du point de pénétration minimale garantie du métal fondu dans le métal de base en bordure de l'intervalle séparant les deux pièces, compte non tenu d'un bombé éventuel (figures 1 à 5).
Cette distance est notée
g dans les figures de la présente annexe.
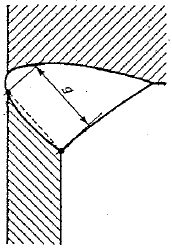
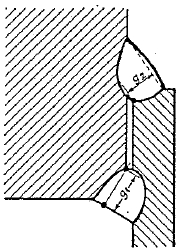
Fig.1. Fig.2.
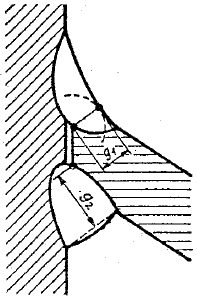
Fig.3.
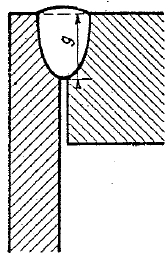
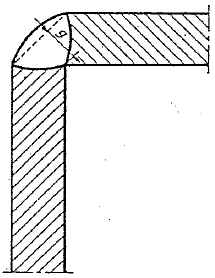
Fig.4. Fig. 5.
Partie II : Assemblages constitutifs des cônes, cylindres, des sphères, des tores et des fonds et assemblages de ces surfaces entre elles
Suivant la disposition géométrique des pièces à assembler l'une par rapport à l'autre, l'assemblage peut être de l'un des trois types suivants : bout à bout, angulaire ou par recouvrement.
2. Choix du type d'assemblage
2.1. L'usage des joints bout à bout est obligatoire pour les assemblages constitutifs des cônes, des cylindres, des sphères, des tores, des fonds bombés et des fonds plats.
2.2. Sauf dans les cas prévus au point 5 ci-après, un assemblage par recouvrement ne peut être utilisé pour réunir entre eux des cônes, des cylindres, des sphères, des tores et des fonds bombés.
3. Dispositions générales applicables aux assemblages bout à bout
3.1. Sauf s'il en est justifié par le calcul. les fibres moyennes des deux pièces à assembler doivent être, à la tolérance de fabrication près, dans le prolongement l'une de l'autre.
3.2. Toute soudure bout à bout doit être exécutée à pleine section et l'épaisseur du joint ne doit pas être inférieure à celle du moins épais des éléments à assembler (figure 6).
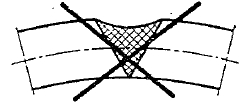
Fig.6.
3.3. Lorsque les pièces à assembler sont d'épaisseurs différentes, il doit y avoir raccordement progressif de l'une à l'autre.
Si la différence d'épaisseur ne résulte pas d'une valeur plus. faible du taux de travail admissible du métal de la pièce la plus épaisse, le raccordement peut.se faire soit en usinant la pièce la plus épaisse (figure 7) soit en épaississant l'autre pièce par un dépôt de métal (figure 8).
Dans le cas contraire, seul le second procédé est acceptable.
Dans tous les cas où la soudure se trouve dans la zone de raccordement, la pente maximale du raccordement ne doit pas excéder un quart, sauf s'il est justifié par le calcul que les contraintes restent admissibles.
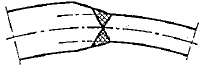
Fig. 7

Fig. 8.
3.4. Les assemblages sur support subsistant (figure 9) et sur collerette-support (figure 10) ne sont admis que s'il s'agit d'assemblages transversaux de cylindres, de cônes et de fonds de révolution et de même axe.
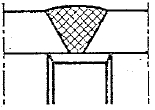
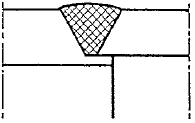
Fig. 9 Fig. 10
3.5. Les assemblages sur bords soyés ne sont admis que s'il s'agit d'assemblages transversaux de cylindres, de cônes et de fonds de révolution et de même axe et à la condition que la ductilité du métal soit restaurée si cela est nécessaire, avant ou après soudage.
3.6. L'emploi d'un assemblage bout à bout entre un fond plat ou une plaque tubulaire et une virole est subordonné au respect des deux conditions suivantes, lorsque la distance axiale d de l'axe de la soudure à la partie la moins épaisse du fond au voisinage du joint est inférieure à trois fois l'épaisseur de la virole (figures 11 et 12).
Le bord d'au moins une des pièces est alésé ;
Les faces internes des pièces sont parfaitement alignées.
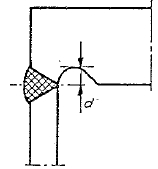
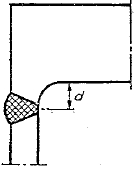
Fig. 11. Frg. 12.
3.7. Les dispositions des points 3.1 et 3.3 ci-dessus ne sont pas applicables aux assemblages bout à bout de tubulures, de piquages, de brides et de collets.
4. Exceptions aux dispositions du point 3 pour les assem blages transversaux bout à bout de cylindres, de cônes et de fonds de révolution et de même axe,
4.1. Par exception aux dispositions du point 3.1 ci-dessus, il est admis, lorsque les pièces à assembler sont d'épaisseurs différentes, que les fibres moyennes des pièces soient décalées l'une par rapport à l'autre, sans toutefois. que ce décalage aille .au-delà de l'alignement des faces externes ou internes.
4.2. Par exception aux dispositions du point 3.2 ci-dessus, les assemblages sur bords alésés sans compensation de la réduction de la section par une surépaisseur de métal (figures 13 et 14) sont admis s'i! peut en être justifié par le calcul.
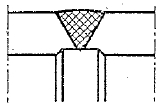
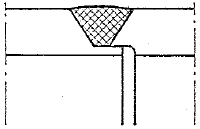
Fig. 13. Fig. 14.
4.3. Par exception aux dispositions du point 3.3. ci-dessus, d'une part la pente ma~imale du raccordement peut atteindre un tiers, d'autre part un raccordement circulaire de rayon au moins égal à l'épaisseur de la pièce la plus mince est également autorisé (figure 15).
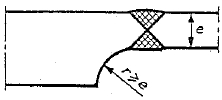
Fig. 15.
5. Assemblages par recouvrement
5.1. Les assemblages par recouvrement ne sont admis que s'il s'agit d'assemblages transversaux de cylindres, de cônes et de fonds de révolution et de même axe et sous réserve du respect des dispositions des points 5.2 ou 5.3 et, s'il y a lieu, du point 11.3 ci-après.
5.2. Cas où aucune des deux pièces de l'assemblage n'est un fond totalement emboîté :
5.2.1. Les assemblages à deux soudures (figure 16) ne sont admis que lorsque l'épaisseur de la pièce la plus mince à assembler n'excède pas 8 millimètres.
La longueur du recouvrement
l ne doit ni être inférieure à l'épaisseur de la pièce la plus mince, ni excéder six fois cette épaisseur,
La gorge de chacune des soudures doit être au moins égale à 0,7 fois cette même épaisseur.
L'assemblage doit porter un trou d'évent qui doit être ouvert au moment de l'épreuve de l'appareil.
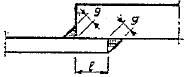
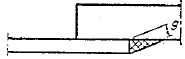
Fig. 16. Fig. 17.
5.2.2.(1) Les assemblages à une seule soudure (figure 17) ne sont admis Que pour fixer des accessoires sur une canalisation ou un corps d'appareil, assembler entre elles les deux parois d'un appareil à double enveloppe ou réaliser les soudures circulaires d'extrémité des ondes d'un soufflet de dilatation.
Ils sont également admis pour relie.r à un appareil une canalisation dont le diamètre intérieur est au plus égal à 80 mm.
Dans tous les cas, la gorge de la soudure doit être au moins égale à 0,7 fois l'épaisseur de la pièce la plus mince à assembler.
5.3. Cas où l'une des deux pièces est un fond totalement emboîté.
5.3.1. L'assemblage circulaire d'un fond bombé totalement emboîté dans un corps cylindrique ou dans un autre fond doit être réalisé avec deux soudures.
L'une des soudures est à recouvrement et sa gorge doit être au moins égale à 0,7 fois l'épaisseur de la virole.
L'autre soudure, qui doit également solidariser le corps cylindrique et le fond, peut être soit une soudure continue extérieure (figure 18), soit une soudure continue située dans l'angle rentrant (figure 19), soit encore, mais seulement pour les fonds terminaux de diamètre extérieur n'excédant pas 400 mm, une soudure en bouchons.
Dans le cas d'une soudure située dans l'angle rentrant, toutes dispositions doivent être prises pour assurer la qualité d'exécution, par exemple avec un jonc, et l'assemblage doit porter un trou d'évent qui doit être ouvert au moment de l'épreuve de l'appareil.
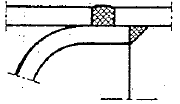
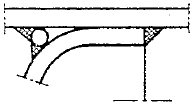
Fig. 18. Fig. 19.
5,3,2. Par exception, sont autorisés, lorsque l'épaisseur du corps cylindrique n'excède pas 4 mm :
a) L'assemblage par soudage à la molette ;
b) L'assemblage avec une soudure à recouvrement seule (figure 20), sous réserve que la largeur du cordon l soit au moins égale au double de l'épaisseur de la plus mince des pièces à assembler.
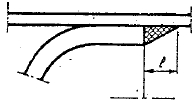
Fig.20.
5.3.3. Lorsqu'il s'agit d'un fond d'extrémité, la virole doit déborder la soudure par recouvrement d'au moins 5 mm.
6. Assemblages angulaires
Sous réserve .des cas particuliers traités dans la troisième partie de la présente annexe, les assemblages angulaires ne sont autorisés que si les trois conditions suivantes sont satis faites :
a) La soudure est réalisée à pleine section ;
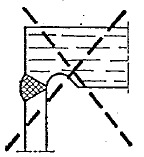
b) Lorsque la pression s'exerce du côté intérieur à l'angle, la soudure assure un bon raccordement des surfaces intérieures (figure 21) ;
c) Le constructeur justifie que les contraintes dans l'angle restent admissibles.
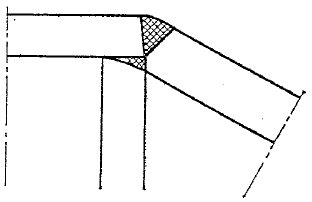
Fig. 21.
Toutefois, la condition b n'est pas applicable aux canalisations lorsque la pression maximale en service n'excède pas 30 bar ou Que le diamètre intérieur de l'assemblage n'excède pas.600 mm.
Partie III : Assemblages particuliers
7. Assemblages angulaires d'un fond plat ou d'une plaque tubulaire et d'une virole
7.1. L'assemblage à une seule soudure d'un fond plat ou d'une plaque tubulaire et d'une virole est soumis aux condi. tions suivantes :
a) Lorsqu'il y a emboitement total et que la soudure n'est pas exécutée à pleine section du fond, elle doit pénétrer dans celui-ci d'au moins "épaisseur de la virole et sa gorge doit être au moins égale à une fois et demie cette épaisseur (figures 22 et 23) ;
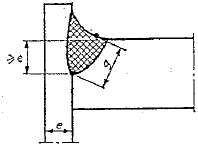
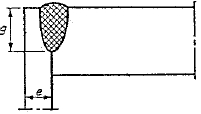
Fig.22. Fig.23.
b) Lorsqu'il n'y a pas emboitement total, la soudure doit être exécutée à pleine section de la virole et sa gorge doit être au moins égale à l'épaisseur de celle-ci.
Les figures 24 à 29 donnent des exemples d'assemblages interdits ou admis en application de ces deux conditions.
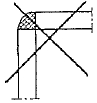
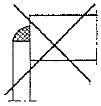
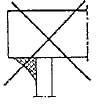
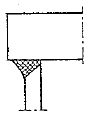
Fig.24. Fig.25. Fig.26. Fig.27.


Fig.28. Fig.29.
7.2. Lorsque la virole est à bord rebattu et que la soudure est effectuée en bout de ce bord rabattu, l'assemblage est considéré comme angulaire et avec emboîtement non total (figure 30)
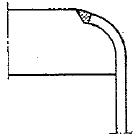
Fig.30.
7.3. Lorsque l'assemblage à deux soudures d'un fond plat ou d'une plaque tubulaire avec une virole laisse subsister une discontinuité entre les pièces à assembler et qu'aucune de ces deux soudures ne satisfait aux conditions du point 7.1., la gorge de chacune des soudures doit être au moins égale à 0,7 fois l'épaisseur de la virole.
7.4. Sans préjudice des prescriptions des points 7.1. et 7.3. ci-dessus, le constructeur doit justifier du choix convenable, du point de vue de la résistance à la fissuration progressive sous pression cyclique, de l'épaisseur de la virole à proximité du joint, sauf lorsqu'il s'agit de l'assemblage d'une virole à une plaque tubulaire et que les deux pièces ont le même axe de révolution.
Toutefois, cette justification n'est pas exigée lorsque la virole est fabriquée en acier inoxydable austénitique ou en acier non allié dont la résistance à la traction ne peut, du fait des spécifications employées, excéder 500 N/mm2.
8. Fixation de tubulures ou de piquages par soudure d'angle
8.1. Les tubulures et piquages dont le diamètre intérieur excède les deux tiers du rayon intérieur de l'enceinte sur laquelle ils sont fixés doivent être soudés à pleine section.
Les tubulures et piquages dont le diamètre intérieur n'exède pas cette limite sont soumis aux dispositions des points 8.2 et 8.3 ci-après.
8.2. La soudure ou les soudures ne peuvent laisser subsister de discontinuité entre les pièces à assembler si les conditions suivantes ne sont pas satisfaites :
a) Dans le cas d'une soudure unique (assemblages des figures 31 à 34, par exemple), le diamètre extérieur de la tubulure ou du piquage ne doit pas excéder 150 mm et la gorge de la soudure doit être au moins égale à une fois et demie l'épaisseur de la pièce la plus mince à assembler ;
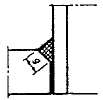
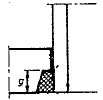
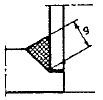
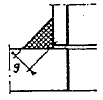
Fig.31. Fig.32. Fig.33. Fig.34.
b) Dans le cas de deux soudures (assemblages des figures 35 à 38, par exemple), la gorge de chacune d'elles doit être au moins égale à 0,7 fois l'épaisseur de la pièce la plus mince à assembler.

. Fig.35. Fig.36. Fig.37. Fig.38.
Cette condition n'est cependant pas applicable lorsque le diamètre de la tubulure ou du piquage n'excède pas 150 mm et que l'une des soudures satisfait à la condition énoncée en a ci-dessus.
8.3. Lorsqu'il est fait usage d'une ou plusieurs pièces renforts, les dispositions à deux soudures sont seules admises lorsqu'il subsiste une discontinuité entre la tubulure ou le piquage et la paroi principale. Pour l'application du point 8.2. ci-dessus, la valeur minimale de la gorge de chaque soudure doit alors être déterminée par référence, d'une part, à la somme de l'épaisseur de la paroi principale et de la pièce renfon que cette soudure intéresse, d'autre part à l'épaisseur de la tubulure ou du piquage.
9. Pièces renforts d'orifice
Une pièce annulaire renfort d'orifice qui se trouve au contact de la paroi principale doit, pour ce qui est de sa liaison à cette paroi, satisfaire:àux conditions suivantes (figure 39) :
a) La liaison à la paroi doit être effectuée par deux soudures périphériques continues, l'une intérieure, l'autre extérieure ;
b) La gorge de la soudure extérieure doit être au moins égale à la moitié de l'épaisseur de la plus mince des deux pièces ;
c) La soudure intérieure doit intéresser à la surface de la paroi une bande de largeur 1 au moins égale à la moitié de l'épaisseur de la plus mince des deux pièces.
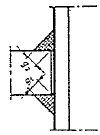
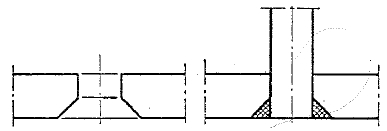
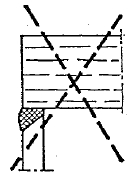
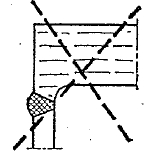
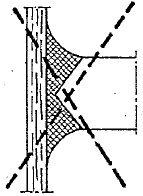
10. Fixation des brides et collets
Un assemblage associant une bride ou un collet à une virole doit être soit bout à bout (figure 40), soit constitué de deux soudures interpénétrées (figure 41) dont la somme des gorges est au moins égale à une fois et demie l'épaisseur de la virole, soit à emboîtement avec deux soudures dont la gorge est au moins égale à 0,7 fois l'épaisseur de la virole (figure 42).
11. Doubles enveloppes
11.1. Lorsqu'il est fait usage d'une pièce de liaison, les assemblages angulaires de cette pièce avec les enveloppes relèvent de l'application des points 7.1, 7.3 et 7.4 ci-dessus, la pièce de liaison étant considérée comme un fond plat.
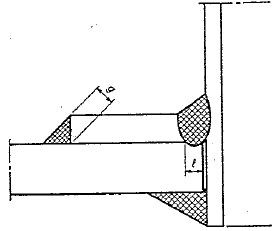
Fig.39.
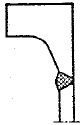


Fig.40 Fig.41. Fig.42..
Toutefois, lorsque l'intervalle 1 entre les deux enveloppes n'excède pas cinq fois l'épaisseur de l'une d'entre elles, ces dispositions ne s'appliquent pas à l'assemblage de cette enveloppe avec la pièce de liaison (figures 43 à 45).
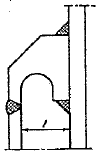
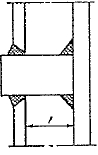
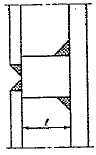
Fig.43. Fig.44. Fig.45.
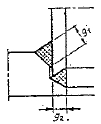
11.2. Lorsqu'il est fait usage d'un assemblage par intersection, la liaison réalisée doit prolonger la pièce accostante sur toute son épaisseur et l'angle d'intersection 8 doit être au moins égal à 20. De plus, cet angle doit être limité à 65. à moins que la soudure ne soit reprise à l'envers (figure 46).
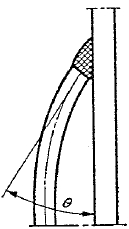
Fig.46.
11.3. L'usage d'un assemblage par recouvrement doit ètre limité aux cas où l'épaisseur de la paroi en bout de laquelle la soudure est exécutée est inférieure à celle de l'autre paroi et au plus égale à 4 mm,
Sans préjudice de l'application du point 5 ci-dessus, la longueur du recouvrement doit être au moins égale à trois fois l'épaisseur de la paroi la plus mince et la largeur du cordon à deux fois cette même épaisseur (figure 47).
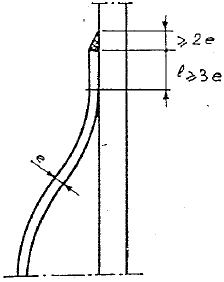
Fig.47.
11.4. Les dispositions des points 11.1., 11.2., et 11.3. ci-dessus ne sont pas applicables aux enveloppes dites " matelassées" et à celles qui sont obtenues en rapportant sur la paroi principale des circuits de grande longueur et de faible section transversale.
12. Pièces de boulonnerie, tirants et tiges entretoises
Il n'est admis d'utiliser le soudage pour fixer une pièce de boulonnerie, un tirant ou une tige entretoise sur une paroi soumise à la pression que si cette paroi a une épaisseur, d'au moins de 4 mm et sous réserve que l'assemblage réponde à l'une des descriptions suivantes :
a) La pièce soudée à la paroi traverse entièrement celle-ci et le rapport de son diamètre à la gorge de la soudure ou à la somme des gorges des soudures est au plus éga! à 2 (figure 48) ;
Préparation Fig.48. Après soudage
b) La pièce est fixée à la paroi par une soudure intérieure exécutée à pleine section, sur préparation en biseau (figure 49) ;
Préparation Fig.49. Après soudage
c) La pièce est fixée à la paroi par soudage à l'arc au pistolet poseur de goujons. La soudure obtenue doit intéresser la totalité de la section.
13. Assemblage des. tubes sur les plaques tubulaires et les collecteurs
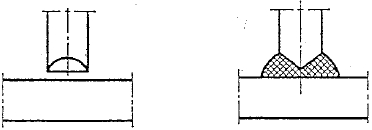
13.1. En l'absence d'une liaison mécanique résistante obtenue par exemple par mandrinage, le soudage des tubes sur une plaque tubulaire doit être réalisé de façon telle que la gorge de la soudure soit au moins égale à l'épaisseur du tube (figures 50 et 51).
13.2. Le soudage des tubes sur un collecteur doit, s'il n'est pas exécuté à pleine section du tube, être réalisé de façon telle :
a) Que la gorge de la soudure soit au moins égale à une fois et demie l'épaisseur du tube ;
b) Que l'angle que font entre eux les bords à souder n'excède pas 120°
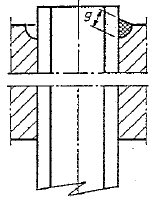
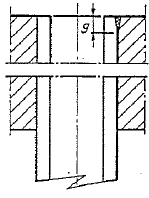
Fig.50. Fig. 51.
Partie IV : Dispositions diverses
14. Arrachement lamellaire
En application de l'article 3 (§ 1er) de l'arrêté, le constructeur et le réparateur doivent prendre les dispositions appropriées pour prémunir les assemblages soudés contre le risque d'arrachement lamellaire, compte tenu des efforts mis en jeu et des propriétés du métal des pièces à assembler.
Lorsqu'une pièce de l'assemblage est laminée et que l'assemblage appartient à l'un des types ci-après :
a) Assemblages d'un fond plat et d'une virole ;
b) Assemblages bout à bout d'une plaque tubulaire et d'une virole ;
c) Assemblages angulaires d'une plaque tubulaire et d'une virole, pour la pièce ou les pièces dont l'épaisseur est supérieure à 30 mm ;
d) Assemblages de fixation d'une pièce de boulonnerie, d'un tirant ou d'une tige entretoise ;
Il est, en tout cas, exigé que les efforts transmis à cette pièce par la soudure ne s'exercent pas sur un plan parallèle à son plan de laminage, à moins qu'elle bénéficie d'une garantie contre le risque d'arrachement lamellaire ou ait fait l'objet d'un rechargement correcteur préalable (figure 52).
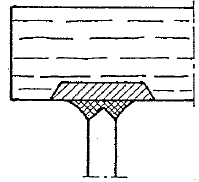
Fig.52.
Les figures 53 à 57 donnent des exemples d'assemblages interdits en application de cette prescription lorsque l'une des pièces assemblées est susceptible d'arrachement lamellaire, le fibrage de cette pièce étant indiqué par des lignes parallèles et discontinues.
Fig, 53. Fig.54. Fig. 55. Fig.56.
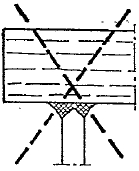
Fig.57.
15. Corrosion
En application de l'article 4 de l'arrëté, le constructeur et le réparateur doivent prendre des dispositions appropriées pour que les risques de corrosion auxquels est exposé l'appareil ne soient pas aggravés par la présence d'une discontinuité subsistant entre les deux pièces d'un assemblage soudé.
Annexe II : Annexe supprimée par l'Arrêté ministériel du 30 janvier 1997
(conformément au § 4 de l'article 1er de l'A.M. du 30 janvier 1997 : toute référence à l'annexe II de l'arrêté du 24 mars 1978 est remplacée par la référence à la décision ministérielle prise en application de l'article 17 § 3 de l'arrêté du 24 mars 1978 - DM-T/P n° 26025 du 24 mars 1993 modifiée).
Annexe III : Contrôle non destructif des joints soudés entre pièces en acier
1.1. La présente annexe s'applique au contrôle non destructif des joints soudés par fusion entre pièces en acier lorsqu'ils appartiennent à l'un des types ci-après :
- Assemblages bout à bout ;
- Assemblages par recouvrement d'un fond totalement emboîté et d'une virole ;
- Assemblages angulaires visés au point 6 de l'annexe I ;
- Assemblages angulaires d'un fond plat et d'une virole ;
- Assemblages angulaires exécutés pour la mise en place d'une tubulure ou d'un piquage dont le diamètre intérieur excède soit 500 mm, soit à la fois 80 mm et la moitié du rayon intérieur de l'enceinte sur laquelle ils sont fixés ;
- Assemblages d'une bride ou d'un collet sur un corps d'appareil ;
- Assemblages de doubles enveloppes par intersection ou recouvrement à l'exception de ceux qui sont visés au point 11.4 de l'annexe I.
Toutefois, la deuxième partie de la présente annexe ne s'applique pas :
- Aux assemblages bout à bout circulaires de deux pièces de diamètre intérieur au plus égal à 80 mm ;
- Aux assemblages d'un fond plat et d'une virole de diamètre intérieur au plus égal à 100 mm.
1.2. Le coefficient de soudure de l'appareil détermine les conditions d'application de la présente annexe.
Toutefois :
Tout assemblage doit être contrôlé au moins dans les conditions et suivant les critères prévus pour la valeur 0,7 du coefficient de soudure ;
Tout assemblage de pièces dont l'une au moins est en acier allié autre qu'inoxydable austénitique doit être contrôlé au moins dans les conditions et suivant les critères prévus pour la valeur 0,85 du coefficient de soudure ;
Tout assemblage de pièces ayant chacune une épaisseur supérieure à 10 mm doit être contrôlé au moins dans les conditions et suivant les critères prévus pour la valeur 0,85 du coefficient de soudure, cette valeur étant portée à 1 pour les assemblages angulaires visés au point 6 de l'annexe I ;
Tout assemblage d'un fond plat et d'une virole soumis à une pression maximale en service supérieure à 20 bars ou tel que l'épaisseur de la virole est supérieure à 10 mm doit être contrôlé au moins dans les conditions et suivant les critères prévus pour la valeur 1 du coefficient de soudure .
1.3. Pour l'application des points 2, 3.1, 6.1 et 12 ci-après, sont appelés défauts plans les fissures, les manques de fusion ou collages et les manques de pénétration.
Partie I : Contrôle visuel
2. Les pentes excessives de raccordement de deux épaisseurs différentes, les surépaisseurs ou pénétrations excessives, les manques d'épaisseurs ou effondrements, les caniveaux internes ou externes, les morsures, les défauts plans, soufflures et inclusions débouchant en surface, le rochage relèvent du contrôle visuel.
3.1. Sont inacceptables :
- les défauts plans, soufflures et inclusions débouchant en surface ;
- le rochage.
3.2. (4) Sans préjudice de l'application des points 3 et 4 de l'annexe I au présent arrêté, la dénivellation à l'envers présentée par un joint soudé bout à bout exécuté d'un seul côté ne doit pas excéder les valeurs indiquées dans le tableau 1.
Tableau 1 : Dénivellation à l'envers maximale admissible d'un joint soudé bout à bout exécuté d'un seul côté
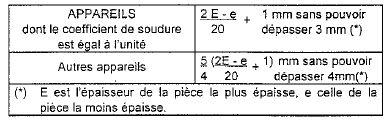
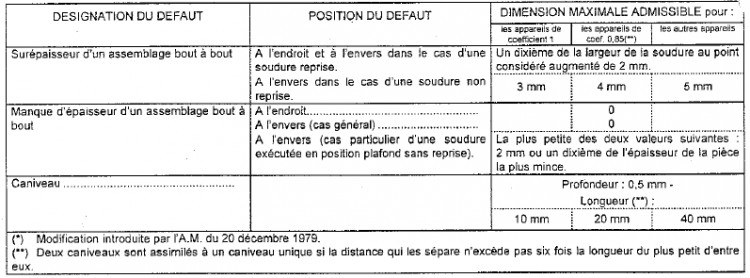
3.3. Sont inacceptables les surépaisseurs, manques d'épaisseur et caniveaux dont les dimensions excèdent les limites données dans le tableau II.
Tableau 2(*) Surépaisseurs, manques d'épaisseur et caniveaux
Partie II : Contrôle par radiographie et par ultrasons
6.1. Lorsque des défauts plans, des soufflures ou des inclusions débouchant en surface sont observés à l'occasion du contrôle visuel pratiqué en application de l'article 11 (§ 2) de l'arrêté, un contrôle par radiographie ou par ultrasons de la soudure défectueuse doit être effectué dans les conditions prévues pour la valeur 0,85 du coefficient de soudure.
6.2. Les joints soudés des appareils dont le coefficient de soudure est de 0,85 ou 1 doivent être contrôlés par radiographie ou par ultrasons.
Ce contrôle est total pour la valeur 1 du coefficient de soudure.
Pour la valeur 0,85, il doit comprendre au moins les noeuds de soudure et le dixième de la longueur des joints soudés de chaque type, les parties de joints contrôlés en même temps que les noeuds n'entrant pas en ligne de compte pour le contrôle des parties courantes.
Pour l'application de cette prescription, on considère que des joints soudés sont de même type lorsqu'ils ressortissent à la même qualification du mode opératoire de soudage.
6.3. Sauf impossibilité technique, le contrôle radiographique doit être retenu de préférence au contrôle par ultrasons lorsque l'épaisseur de métal traversée par le rayonnement n'excède pas 50 mm.
Son emploi est obligatoire pour le contrôle des assemblages sur bords alésés, sur bord soyé, sur collerettesupport ou sur support subsistant.
6.4. En cas de doute sur la présence, la nature ou l'importance d'un défaut, la zone douteuse doit être réexaminée par celle des deux méthodes de contrôle non encore utilisée, sous réserve qu'elle soit praticable.
7. Lorsqu'un contrôle par radiographie ou par ultrasons est exigible en application de la présente annexe, la conception de l'assemblage doit être telle que ce contrôle soit praticable.
8.1. La qualité d'image des radiogrammes doit être '; déterminée au moyen d'un ou plusieurs indicateurs de qualité d'image. Ces indicateurs de qualité d'image doivent être soità gradins percés conformément à la norme NF EN 462-2, soit à fils conformément à la norme NF EN 462-1.
Au moins un indicateur de qualité d'image adapté à l'épaisseur radiographiée doit être disposé sur chaque élément constitutif d'un assemblage bout à bout lorsque les épaisseurs sont différentes.
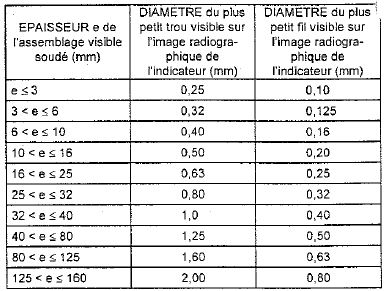
8.2. Pour l'examen des soudures bout à bout, les valeurs de qualité d'image à obtenir sont au moins celles qui sont données dans le tableau III. Pour les appareils dont le coefficient de soudure est égal à l'unité, ces valeurs sont décalées d'un rang vers les trous (ou les fils) de plus faible diamètre pour les épaisseurs supérieures à 80 mm.
Tableau 3 : Qualité d'image minimale exigée pour l'examen radiographique des soudures bout à bout
9. La bonne pratique en matière d'examen par ultrasons est donnée notamment par le document IS US 319-21 de l'Institut de soudure "Recommandations concernant le contrôle manuel par ultrasons des soudures à pleine pénétration" dans les limites de l'objet et du domaine d'application de ce document.
10. L'importance des défauts décelés par ultrasons est appréciée au moyen de l'amplitude maximale de l'écho de réflexion sur le défaut comparée à celle qui est obtenue sur le trou de référence de 1,5 mm de diamètre percé dans un bloc étalon dont l'état de surface et la propriétés ultrasonores sont équivalentes à celles de l'assemblage examiné.
11. Lorsque la présence d'un défaut inaccéptable est constatée dans la partie contrôlée d'une soudure, le contrôle doit être étendu à une partie de la soudure de longueur au moins égale à celle qui vient d'être contrôlée.
Si cet examen donne lieu à l'observation d'un nouveau défaut inacceptable, le contrôle doit être étendu à la totalité de la soudure.
De plus, toutes les soudures de même type exécutées depuis le dernier contrôle par le ou les soudeurs à l'origine de l'exécution défectueuse doivent alors être contrôlées entièrement.
12. Sont inacceptables, sauf justifications appropriées :
Les défauts plans ;
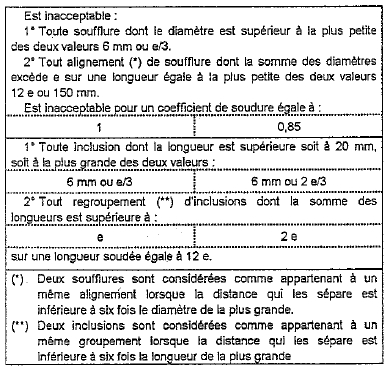
Les soufflures et les inclusions dont les dimensions sont hors des limites figurant dans les tableaux IV et V.
Tableau 4 : Soufflures et inclusions décelées par radiographie (e désigne l'épaisseur de la pièce la plus mince au droit de l'assemblage)
13. Si l'étendue des réparations d'une soudure exécutée par un procédé automatique est susceptible de dépasser le cinquième de sa longueur sur au moins la moité de son épaisseur, la soudure doit être refaite puis contrôlée à nouveau.
14. Pour les tubes soudés par fusion dans des usines spécialisées, le contrôle par radiographie ou par ultrasons tel qu'il est exigé aux points 6 à 12 ci-dessus peut ne pas être exécuté sur les parties de la soudure qui ont subi, toutes opérations de fabrication terminées, un contrôle non destructif conformément à des normes applicables aux produits de l'espèce et acceptées par décision du ministre de l'Industrie. Ce contrôle ne doit pas avoir donné lieu à l'observation d'indications douteuses ou inacceptables au sens de ces documents.
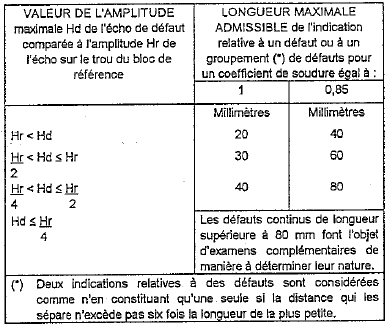
Tableau 5 : Soufflures et inclusions décelées par ultrasons
Annexe IV : Contrôle destructif des joints soudés entre pièces en acier (*)
Partie I : Généralités
1. La présente annexe s'applique au contrôle destructif des joints soudés bout à bout par fusion entre pièces en acier, à l'exception de ceux qui sont exécutés pour la constitution ou la mise en place d'une tubulure ou d'un piquage
2. Le contrôle destructif d'un joint soudé est exécuté soit sur le joint lui-même, soit sur un échantillon représentatif de celui-ci et appelé coupon témoin
2.1. Les deux éléments constitutifs d'un coupon témoin sont de même nuance que ceIle de chacune des parties de l'assemblage à contrôler.
Tout coupon témoin est exécuté, sauf impossibilité géométrique, en appendice de l'assemblage au contrôle duquel il est destiné et subit les mêmes cycles de traitement thermique que cet assemblage.
Lorsqu'il n'est pas exécuté en appendice le coupon témoin doit être exécuté dans les conditions mêmes de la fabrication et pendant celle-ci.
2.2. il n'est pas .fait de distinction dans la suite de la présente annexe entre les coupons témoins proprement dits et les échantillons prélevés dans le joint contrôlé lui. même, qui sont assimilés aux coupons témoins.
3. Pour l'application de la présente annexe, on considère que des joints soudés sont de même type lorsqu'ils ressortissent à la même qualification de mode opératoire de soudage.
(*) Parmi les joints soudés visés par la présente annexe, les assemblages visés à l'article 6 (§ 1er, 2e alinéa, a) sont dits circulaires
Partie II : Contrôle unitaire
4. Pour chaque type d'équipement de soudage automatique mis en œuvre et pour chaque groupe de soudeurs concourant à la fabrication, au moins un coupon témoin doit être exécuté par appareil et par type de joint pour tous les assemblages non circulaires.
La même obligation vaut pour les assemblages circulaires des appareils dont le coefficient de soudure est égal à l'unité sauf s'il s'agit d'assemblages entièrement exécutés par soudage manuel et appartenant à l'une des catégories suivantes :
1 ° Assemblages d'épaisseur au plus égale à 30 mm entre aciers non alliés de résistance maximale au plus égale à 570 N/mm2, situés sur des appareils dont la température minimale de service n'est pas inférieure à 0 °C.
2° Assemblages entre aciers inox-ydables austénitiques non soumis à un traitement thermique après soudage et situés sur des appareils dont la température minimale de service n'est pas inférieure à - 100°C (2).
Dans le cas des assemblages non circulaires, ce coupon témoin est destiné à permettre de juger de la qualité d'exécution des soixante premiers mètres de soudure du type considéré. Au-delà, la qualité d'exécution des joints est appréciée par tranches successives dont les longueurs forment une progression géométrique de raison 5 à partir de la longueur initiale de soixante mètres, un coupon témoin supplémentaire étant exécuté pour chaque tranche ou fraction de tranche réalisée.
Cette règle est applicable aux assemblages circulaires des appareils dont le coefficient de soudure est égal à l'unité, à la différence près que les termes de la progression géométrique ont dans ce cas une valeur double.
Toutefois, lorsque sur un même appareil, des joints circulaires sont de même type que des joints non circulaires, ils peuvent ne pas donner lieu à l'exécution de coupons témoins qui leur soient propres s'ils sont pris en compte, pour la moitié de leur longueur réelle, dans le calcul du nombre des coupons témoins relatifs aux joints non circulaires.
5. Le point 4 ci-dessus n'est pas applicable aux appareils dont la contenance est au plus égale à 100 litres et le coefficient de soudure égal à 0,7.
6. Pour les appareils dont la contenance excède 100 litres et dont le coefficient de soudure est égal à 0,7, l'exécution d'un coupon témoin peut être remplacée par un contrôle par radiographie ou par ultrasons exécuté, sur les mêmes joints, conformément aux prescriptions de l'annexe III applicables pour la valeur 0,85 du coefficient de soudure.
Ce contrôle peut être confondu avec le contrôle éventuellement pratiqué pour l'application du point 1.2. de
l'annexe III.
Partie III : Contrôle d'appareils groupés
7. Pour l'application du point 4 ci-dessus à des appareils fabriqués à la suite, le nombre de coupons témoins peut être déterminé par référence à la longueur cumulée des joints du type considéré exécutés sur ces appareils pendant trente jours consécutifs au plus.
8. Pour l'application du point 6 ci-dessus à des appareils fabriqués à la suite pendant trente jours consécutifs au plus, le contrôle par radiograprue ou par ultrasons peut ne pas être exécuté appareil par appareil.
Il est alors exécuté sur la totalité des joints .du type considéré d'au moins un appareil sur dix pour les soixante premiers appareils présentés à l'épreuve, et d'au moins un appareil sur cinquante au-delà du soixantième appareil.
Les dispositions suivantes sont alors applicables à la place de celles du point II de
l'annexe III.
Lorsque la présence d'un défaut inacceptable est constatée dans un joint d'un appareil contrôlé, le contrôle doit être étendu aux joints du même type d'un autre appareil de la même tranche.
Si ce contrôle donne lieu à l'observation d'un nouveau défaut inacceptable, le contrôle doit être étendu à la totalité des appareils de la tranche.
Partie IV : Examens et essais sur coupon-témoin. Procès-verbal de contrôle
9. Pour les appareils dont le coefficient de soudure est égal à 0,7, ctlaque coupon témoin est soumis à un examen macro graphique sur coupe transversale au joint soudé ou à un essai de texture destinés à vérifier le centrage et la pénétration de la soudure ainsi que la compacité du métal fondu.
10. Pour les appareils dont le coefficient de soudure est égal à 0,85 ou 1, chaque coupon témoin donne lieu à l'exécution, perpendiculairement à l'axe du joint, des examens et essais suivants :
- Un examen macro graphique ;
- Un essai de traction ;
- Des essais de résilience sur trois éprouvettes, sauf si, lors de la qualification du mode opératoire de soudage, de tels essais n'ont. pas été exécutés ou n'auraient pas été exigibles compte tenu de la température minimale en service de l'appareil.
- Un essai de pliage sur le côté ou un essai de pliage à l'endroit, et. un essai de pliage à l'envers dans la mesure où ces essais figurent parmi ceux dont l'exécution est prévue lors de la qualification du mode opératoire de soudage.
Les éprouvettes de résilience sont prélevées dans la position jugée comme donnant les résultats les plus représentatifs des propriétés.de l'assemblage.
Les examens et essais sont exécutés dans les conditions prévues pour la qualification du mode opératoire de soudage et leurs résultats doivent être conformes à ceux qui sont exigibles lors de cette qualification.
11. Un essai est annulé si les résultats sont insuffisants en raison de défauts de soudure ou en raison d'un incident ou d'une erreur d'exécution de l'éprouvette ou de l'essai. De nouvelles éprouvettes doivent être alors prélevées dans le même coupon témoin.
Toutefois, lorsqu'il n'est pas possible de prélever ces nouvelles éprouvettes en nombre suffisant mais qu'il est possible de disposer d'un nouveau coupon en respectant les dispositions des points 2, 4 et 7 ci-dessus, la totalité des essais prescrits peut être reprise sur ce nouveau coupon.
12. Le directeur interdépartemental de l'Industrie peut accepter, sur justification appropriée et aux conditions qu'il fixe, que certains résultats des examens et essais exécutés sur coupon témoin ne soient pas conformes aux exigences prévues en 9 et 10 ci-dessus.
13. Un procès-verbal établi dans les conditions prévues à l'article 13 indique notamment les conditions dans lesquelles chaque coupon témoin ou contrôle non destructif de remplacement a été réalisé et les résultats qui ont été obtenus.
Il est fait référence dans l'état descriptif de tout appareil aux procès-verbaux de l'espèce relatifs à sa construction et au caractère satisfaisant des résultats obtenus, compte tenu, s'il y a lieu, de l'application du point 12 ci-dessus.